Laserhärten
Vorteile des Laserhärtens
- rissfrei
- verzugsarm bis verzugsfrei
- oxidationsfreies Härten möglich
- Verkürzung der Prozesskette
- Vermeidung von Nacharbeit
- Zähigkeit des Grundwerkstoffes bleibt erhalten
Hart nur dort, wo es notwendig ist
Verzichten Sie durch Laserhärten auf unnötige Nacharbeit und vermeiden Sie Verzug.
Durch das Laserhärten wird nur der belastete Bereich lokal gehärtet. Dort entstehen sehr hohe Härten, wobei die geringe Wärmeeinbringung gleichzeitig Verzugsarmut bzw. Verzugsfreiheit garantiert.
Das Grundmaterial bleibt zäh und gut bearbeitbar.
Je kleiner die Flächen zum Laserhärten sind und je geringer die Härtetiefe ausfallen darf, desto ökonomischer ist das Laserhärten. Idealerweise wird das Bauteil nach dem Laserhärten ohne weitere Nacharbeit eingesetzt.
Materialien für das Laserhärten
Grundsätzlich lassen sich alle Eisen- und Stahlmaterialien mit einem Kohlenstoffgehalt über 0,3% härten. Je feinkörniger das Gefüge, desto besser ist die Härtbarkeit mit dem Laser (vorvergütete Stähle).
Beispiele für häufig verwendete, laserhärtbare Materialien sind 42CrMo4, Ck60, C45, 51CrMoV9, Vanadis 6, 1.2344, 1.2379, lamellare Graugüsse und Kugelgraphitguss.





Grundlagen Laserhärten
Laserhärten – ein Verfahren der präzisen Randschichthärtung
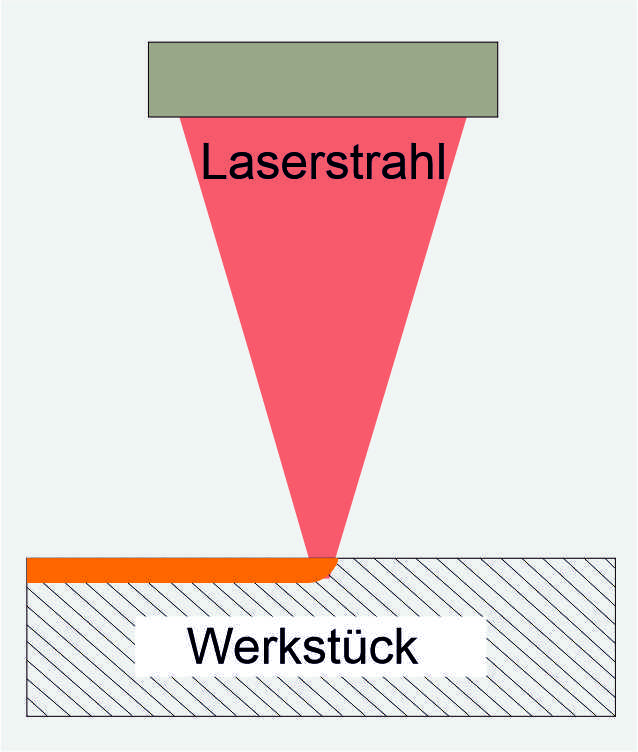
Beim Laserhärten wird ein Laserstrahl über das Werkstück geführt, sodass eine gehärtete Einzelspur entsteht. Das Material erwärmt sich dabei nur lokal im Laserbrennfleck, sodass es hier zur Austenitbildung kommt. Das benachbarte Material wird vom Laserstrahl nicht berührt und bleibt daher nahezu auf Raumtemperatur. Sobald sich das erhitzte Material nicht unter dem Laserstrahl befindet, fließt die Wärme sehr schnell in das umgebende Material ab und es bildet sich Martensit (Selbstabschreckung).
Die Selbstabschreckung ist viel schneller, als sie mit irgendeinem Kühlmedium erreicht werden kann. Dadurch wird sowohl die hohen Härten als auch die Rissfreiheit erreicht.
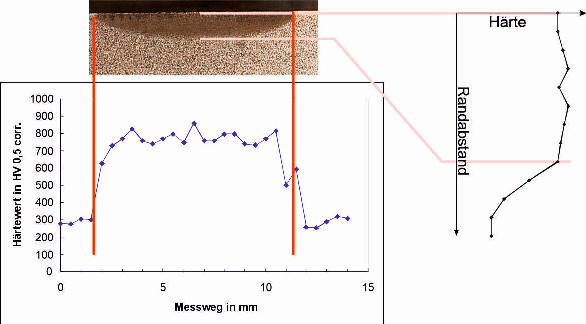
Eine beim Laserhärten entstehende Einzelspur im Querschliff ist nebenstehend gezeigt mit seiner typischen Härtelinse. Die Härteverläufe sind ebenfalls eingezeichnet. Die Härten fallen an den Spurgrenzen i.d.R. ziemlich scharf ab.
Größere Flächen werden durch Nebeneinanderlegen der Einzelspuren realisiert.
Da beim Laserhärten im Vergleich zu anderen Härteverfahren nur wenig Wärme eingebracht wird, bleibt der Verzug gering. Bei großen gehärteten Bauteilen kann es verzugsfrei bleiben.
Was ist Laserhärten?
Das Laserhärten ist ein modernes thermisches Randschichthärtungsverfahren zur gezielten Verbesserung der Verschleißfestigkeit metallischer Bauteile. Durch die hochpräzise Energieeinbringung eines Laserstrahls lassen sich Oberflächen lokal härten, ohne das gesamte Werkstück thermisch zu belasten. Besonders im Werkzeugbau, Maschinenbau und in der Automobilindustrie gewinnt das Laserhärten zunehmend an Bedeutung.
Beim Laserhärten wird die Oberfläche eines metallischen Werkstücks mithilfe eines fokussierten Laserstrahls schnell auf eine Temperatur oberhalb der Austenitisierungstemperatur erhitzt. Anschließend kühlt das Material durch Wärmeleitung in den kälteren Werkstoffkern selbstständig ab.
Durch diese schnelle Eigenerwärmung und -abschreckung entsteht in der Randzone ein martensitisches Gefüge – die Oberfläche wird deutlich härter, während der Kern seine Zähigkeit behält.
Das Verfahren zählt zu den induktiven und thermischen Randschichthärtungsverfahren, bietet jedoch eine wesentlich präzisere Steuerbarkeit der Energie.
Grundlagen des Laserhärtens
Der Prozess des Laserhärtens basiert auf folgenden physikalischen und metallurgischen Grundlagen:
1. Lokale Erwärmung durch Laserenergie
Ein Hochleistungslaser (z. B. Diodenlaser oder Faserlaser) erzeugt eine definierte Energiedichte auf der Bauteiloberfläche. Die Erwärmung erfolgt berührungslos und exakt steuerbar.
2. Austenitisierung
Der Stahl wird lokal über die sogenannte Austenitisierungstemperatur (ca. 800–1.200 °C, abhängig vom Werkstoff) erhitzt. Dabei verändert sich das Gefüge in Austenit.
3. Selbstabschreckung
Nach dem Abschalten des Laserstrahls kühlt die erhitzte Zone durch Wärmeleitung in das kältere Bauteilinnere rasch ab. Eine externe Abschreckung (z. B. Wasser oder Öl) ist nicht notwendig.
4. Martensitbildung
Durch die schnelle Abkühlung bildet sich Martensit – eine besonders harte Gefügestruktur, die für hohe Verschleißfestigkeit sorgt.
Vorteile des Laserhärtens
Das Laserhärten bietet gegenüber konventionellen Härteverfahren (z. B. Flamm- oder Induktionshärten) entscheidende Vorteile:
- Minimale Wärmeeinflusszone → Geringer Verzug
- Hohe Präzision → Selektive Härtung definierter Bereiche
- Keine Abschreckmedien erforderlich
- Reproduzierbare Prozessqualität
- Hohe Automatisierbarkeit (CNC- oder Robotersysteme)
- Wirtschaftlichkeit bei Serien- und Einzelteilen
Insbesondere bei komplexen Geometrien oder empfindlichen Bauteilen ermöglicht das Laserhärten eine kontrollierte und maßhaltige Randschichthärtung.
Typische Anwendungsbereiche
Lasergehärtete Komponenten finden sich in zahlreichen Industriezweigen:
- Werkzeug- und Formenbau
- Maschinen- und Anlagenbau
- Automobilindustrie
- Getriebe- und Wellenfertigung
Typische Bauteile sind Zahnräder, Nockenwellen, Führungsbahnen, Wellen, Messer oder hochbeanspruchte Gleitflächen.
Unterschied zu anderen Härteverfahren
Im Vergleich zum Induktionshärten oder Flammhärten erfolgt die Energieeinbringung beim Laserhärten deutlich fokussierter. Dadurch entstehen:
- geringere thermische Spannungen
- kleinere Wärmeeinflusszonen
- weniger Nachbearbeitungsaufwand
- höhere geometrische Präzision
Gerade bei dünnwandigen oder komplex geformten Bauteilen ist das Laserhärten daher besonders vorteilhaft.
Fazit: Effiziente und präzise Randschichthärtung
Das Laserhärten ist ein hochmodernes Verfahren zur gezielten Oberflächenhärtung von Stahlbauteilen. Durch die kontrollierte, berührungslose Energiezufuhr entstehen verschleißfeste Randschichten bei gleichzeitig zähem Kerngefüge. Unternehmen profitieren von längeren Standzeiten, höherer Prozesssicherheit und reduzierten Verzugseffekten.